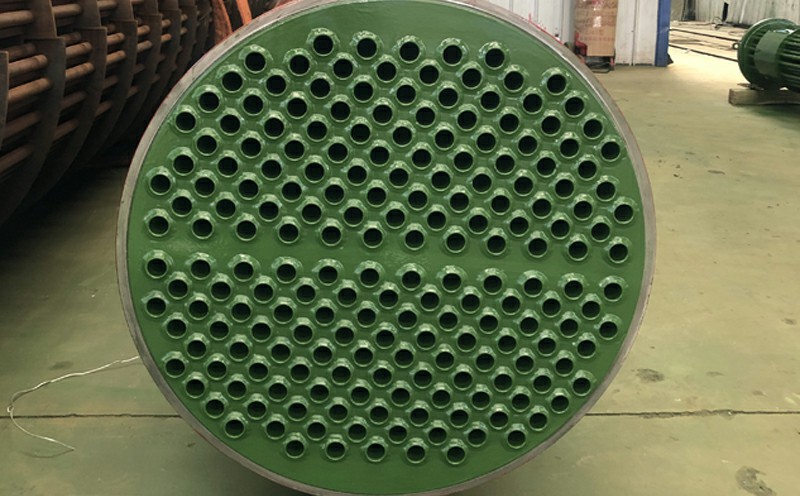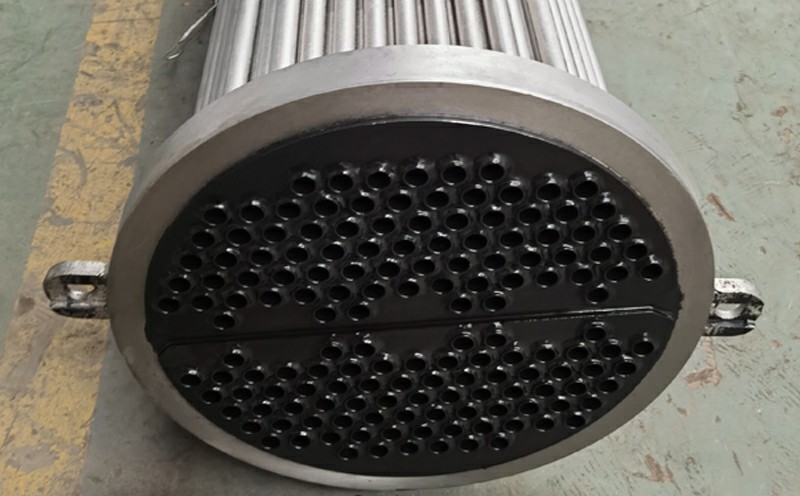
管内壁实现镍磷(Ni-P)镀层防腐是一项技术含量较高的工艺,主要用于提高管道的耐腐蚀性能。镍磷镀层因其优良的防腐性能、良好的结合力以及优异的耐磨性,在石油、化工、电力等行业中得到广泛应用。以下是实现管内壁镍磷镀层防腐的一些注意事项:
1. 前处理
在进行镍磷Ni-P镀之前,使用溶剂或清洗剂彻底清除管内壁的油污、锈迹、氧化皮等杂质,确保表面干净,因为任何残留物都可能影响镀层的附着力和均匀性。采用喷砂或喷丸处理去除表面的粗糙层,形成一定的粗糙度(Ra值约在0.4~1.6μm),以增强镀层的附着力。对清洁后的表面进行化学活化处理,以提高镀层的结合力。
2. 镀液配制
确保Ni-P镀液的主要成分(如硫酸镍、次亚磷酸钠、络合剂、缓冲剂、光亮剂等)比例正确,浓度适宜。循环过滤化学镀镍磷镀液,以去除其中的铁屑、铁锈等有害固体颗粒。镀液温度一般控制在85℃~95℃之间,温度过高或过低都会影响镀层质量。镀液的pH值通常控制在4.5~5.5之间,pH值过高或过低都会影响镀层的均匀性和结合力。镀液应保持良好的搅拌状态,以确保镀液成分均匀分布。
3. 镀覆工艺
将镀液加热至适宜温度后,才能进行施镀操作,根据所需的镀层厚度和沉积速度来确定浸镀时间,一般为几小时至十几小时不等。控制镀层厚度在0.01mm~0.05mm之间,确保镀液能够均匀覆盖管内壁表面,避免出现局部未镀或镀层过厚的情况,过薄的镀层不能提供足够的防腐保护,过厚则可能导致镀层开裂。镀后进行适当的清洗和干燥处理,去除残留的镀液,避免腐蚀。
4. 工艺参数控制
需要经常测量镀液的温度,并使用主动控温设备将其保持在操作范围内,确保镀液温度恒定,波动不超过±2℃。定期检测镀液的pH值,并根据需要进行调整。保持适当的搅拌速度,避免产生涡流,影响镀层的均匀性。
5. 质量检验
镀后工件需进行封孔处理,以增强镀层的耐蚀性能。封孔后应立即彻底清洗工件并吹干,以防止水分残留导致镀层腐蚀或性能下降。检查镀层表面是否有缺陷,如气泡、针孔、裂纹等。使用测厚仪测量镀层厚度,确保其在规定的范围内。进行结合力测试,确保镀层与基材之间的结合强度满足要求。进行耐腐蚀性测试,评估镀层的防腐性能。
6. 后期维护
定期对镀层进行检查,发现异常及时处理。如有必要,进行修补工作,以确保镀层的有效性。
通过遵循上述注意事项,可以确保管内壁镍磷镀层防腐的效果,延长管道的使用寿命。在实际操作中,应严格按照制造商的技术规范和施工指南进行施工,并注重施工过程中的质量控制。此外,还需定期进行检查和维护,以确保镀层的长期有效性。