项目名称: ** 石化 100万吨/年气分装置
选用涂料:LT-99涂料防腐
总厚度:防腐涂层厚度≥120μm
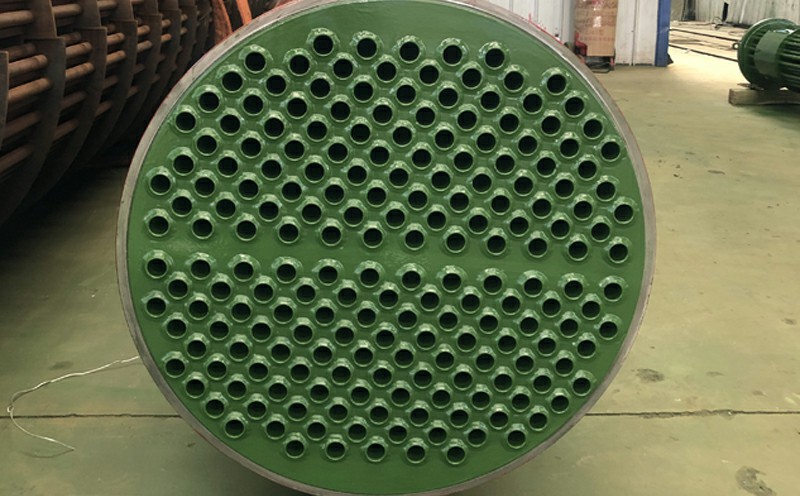
涂层覆盖率:100% 涂层光滑均匀,颜色均匀一致,无色差
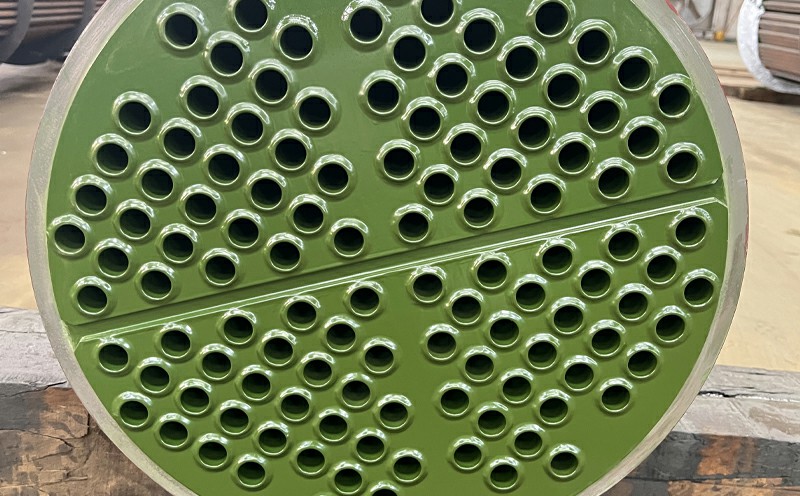
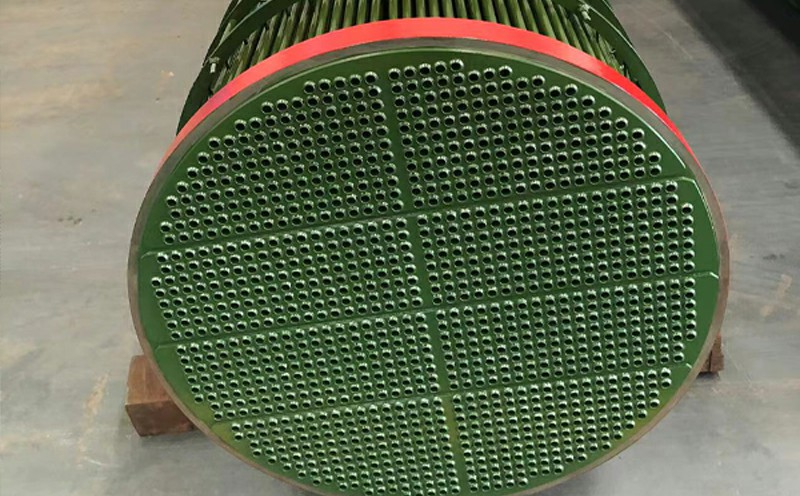
工程范围:套管式换热器内管、外管、接口部位防腐施工,含旧涂层清理、表面处理、涂料涂装、质量检测流程服务
适用工况:高温、高压、高粘度介质设备
施工方案:
结合套管式换热器“内管+外管”双层结构、间隙小、施工难度大的特点,我们制定专属实战施工方案,全程标准化操作,兼顾施工效率与防腐效果,具体流程如下:
1. 前期清理:先对套管式换热器进行整体拆解(可拆部位),清除内管、外管表面的旧涂层、氧化皮、油污、水垢及杂质,采用高压清洗+人工打磨结合方式,确保无残留,避免影响涂层附着力;
2. 表面处理:针对内管内壁、外管内外壁,采用喷砂除锈工艺,严格达到Sa2.5级除锈标准,为涂料附着提供坚实基础,重点处理内管与外管的间隙、接口等死角部位;
3. 涂料涂装:选用LT-99专用防腐涂料,内管采用高压无气喷涂工艺,确保涂料均匀覆盖内壁,无漏涂;外管采用喷涂+刷涂结合方式,接口、焊缝部位手工加厚涂刷,涂层分2-3遍施工,每遍间隔24小时,确保固化完全;
4. 过程管控:施工过程中,每道工序安排质检员巡检,重点检查涂层厚度、均匀度,避免出现流挂、针孔、气泡等问题;内管涂层采用内窥镜检测,确保无死角、无漏涂;
5. 完工清理:施工完成后,对设备进行整体清理、组装,确保设备内部无涂料残留、无杂物,满足装置投产运行要求。
验收标准:
1. 表面处理达标:内管、外管表面无氧化皮、油污、杂质,除锈等级达到Sa2.5级,粗糙度符合涂装要求;
2. 涂层质量合格:涂层完整连续,无漏涂、剥落、气泡、裂纹,无流挂、针孔、刷毛等缺陷;
3. 参数达标:涂层厚度符合标准,均匀,附着力达到行业标准,无起层、脱落现象;
4. 整体效果:设备组装后,外观整洁,涂层色泽一致,接口、间隙部位防腐到位,满足高温高压工况运行要求;
5. 验收资料:提供完整的施工记录、检测报告,确保验收可追溯,符合企业及行业标准。
设备跟踪反馈:
套管式换热器内管、外管防腐涂层完好无损,无脱落、无老化、无点蚀现象,解决了双层套管间隙腐蚀、介质冲刷腐蚀的行业痛点。在高温高压、高粘度介质工况下,设备运行稳定,换热效率保持良好,无腐蚀泄漏问题。相较于未做防腐的设备,大幅降低企业设备更换、停机检修成本。